






EY refers to the global organization, and may refer to one or more, of the member firms of Ernst & Young Global Limited, each of which is a separate legal entity. Ernst & Young Global Limited, a UK company limited by guarantee, does not provide services to clients.
How EY can help
-
Addressing an organization’s overarching end-to-end supply chain and operations strategy to grow, optimize and protect their operations.
Read more
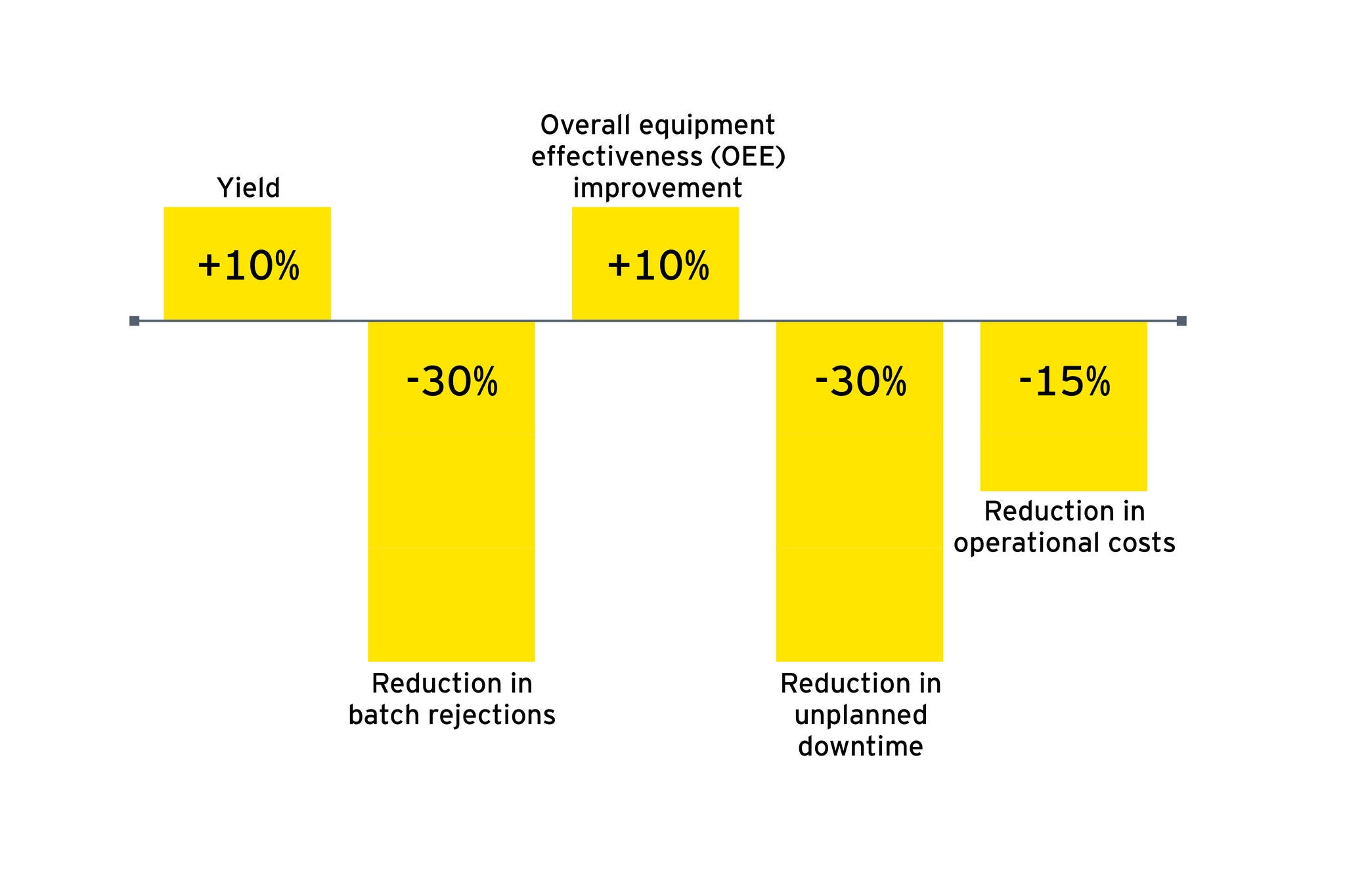
Insights gained from a golden batch can lead to additional benefits through:
- Predictive maintenance: accurately forecasting equipment maintenance needs, preventing unexpected downtime and extending machinery lifespan through proper upkeep
- Preventive analytics: shifting from reactive to proactive approaches, using benchmarked data to identify deviations and streamline processes for future batches
- Ease of implementation: using existing data to establish an initial profile, aiding predictions and fostering a culture of continuous improvement through consistent quality control
- New product development: reducing quality checks on existing batches and providing insights into efficient production methods, enabling deeper investment in new products with targeted development goals
The golden batch is vital in pharmaceutical manufacturing as it establishes standards for production quality, efficiency and compliance. It safeguards meticulous control of process conditions like temperature and pressure, as even minor deviations can affect product quality. Consistency in raw materials is crucial, and proper equipment maintenance is necessary to maintain batch uniformity. Skilled operators and adherence to standard operating procedures reduce human error, while careful monitoring of environmental factors like humidity and air quality is essential to protect product quality.
These benefits not only enhance operational performance but also lay the groundwork for the next phase of transformation in pharmaceutical manufacturing.
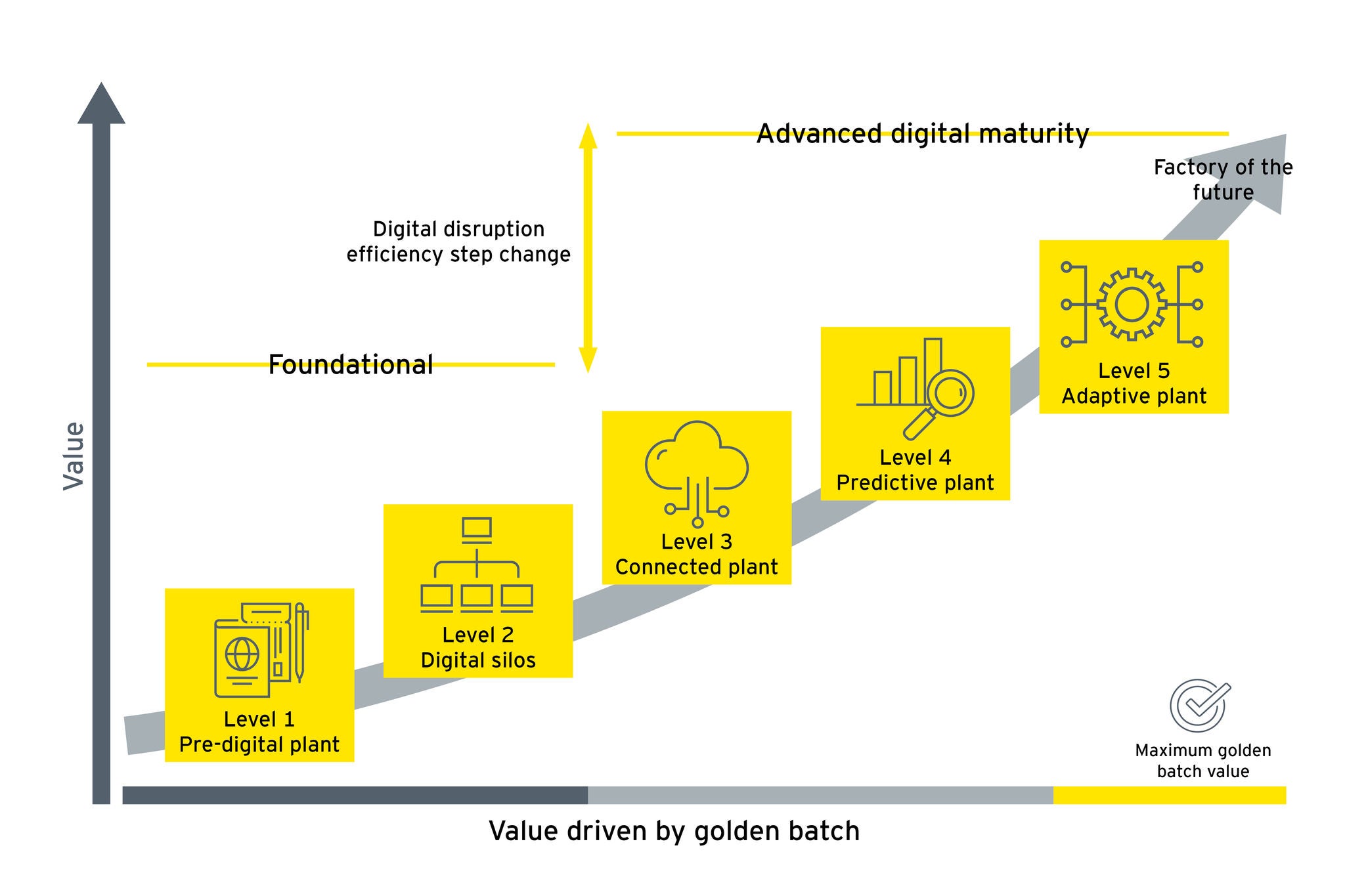
Pathway to golden batch manufacturing
As the industry embraces the golden batch methodology, the focus shifts toward creating a future-ready manufacturing environment through the integration of advanced technologies and data-driven strategies. This evolution is essential for enhancing operational capabilities and positioning manufacturers for success in a competitive landscape.
Industry 4.0 (I4.0) marks the fourth revolution in manufacturing, aiming to create smart factories with interconnected machines and systems for real-time data exchange and decision-making. I4.0 uses the Digital Plant Maturity Model (DPMM) from BioPhorum¹ to assess a site’s maturity level on a scale of 1 to 5, focusing on process parameters across manufacturing functions. The value derived from a golden batch significantly increases as organizations advance through the levels of digital maturity in their operations.